






Качество сварки низкоуглеродистых сталей во многом определяется строгим соблюдением технологии сварки и использованием высококачественных сварочных материалов, в том числе сварочных проволок.
Показатели свариваемости
Невысокое процентное содержание углерода в низкоуглеродистых сталях (не более 0,25%) – основная причина хорошей свариваемости данных конструкционных материалов, что позволяет сваривать их практически любым способом и без применения, в большинстве случаев, предварительного подогрева и последующей термической обработки (исключениями могут быть толстостенные изделия). Высокие показатели свариваемости низкоуглеродистых сталей способствуют их широкому применению в различных отраслях промышленности и техники для производства различных сварных металлоконструкций.
Возможные сложности
Как уже было отмечено, сложностей при сварке данных сталей практически не возникает. Однако при соединении толстостенных изделий из низкоуглеродистых сталей с содержанием углерода по верхнему пределу (более 0,2%) возможно возникновение проблем. В данном случае повышается вероятность образования холодных трещин, особенно при росте скорости охлаждения. Для предупреждения их образования рекомендуется применять предварительный подогрев изделия до 120-200 °C, что позволяет снизить риск образования холодных трещин и обеспечить необходимые механические свойства металла сварного соединения.
Выбор сварочной проволоки для низкоуглеродистых сталей
Соединение низкоуглеродистых сталей – распространенная задача во многих отраслях промышленности. Качество получаемого соединения напрямую зависит от выбранных материалов, и ключевую роль здесь играет сварочная проволока.
Независимо от способа сварки – под флюсом или в среде защитных газов – именно проволока определяет механические свойства будущего шва. Для достижения оптимального результата состав проволок подбирается близким к составу свариваемых низкоуглеродистых сталей, но с важным нюансом: содержание углерода в них должно быть немного ниже.
Этот нюанс позволяет добиться двух важных преимуществ. Во-первых, снижается риск образования холодных трещин в шве. Во-вторых, уменьшение доли углерода в шве, в сравнении с основным металлом, позволяет повысить его прочность.
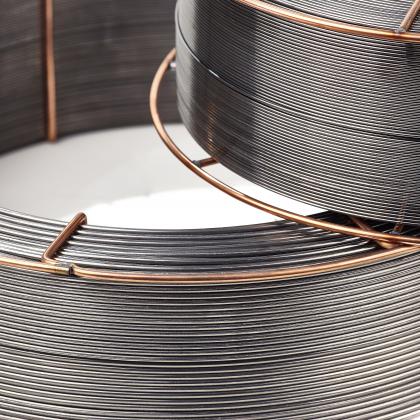
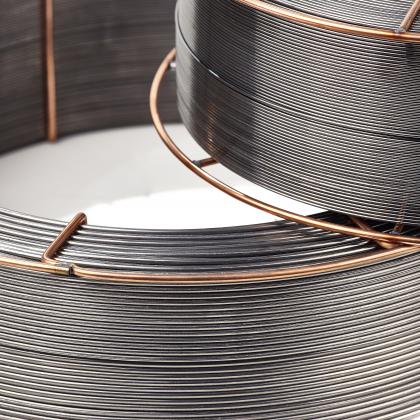
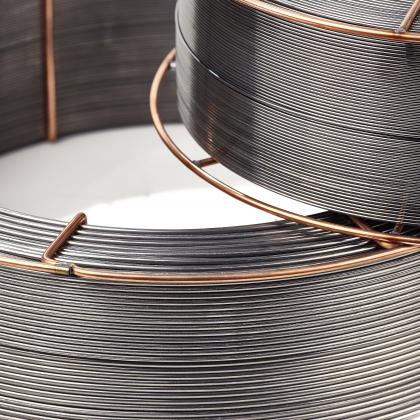
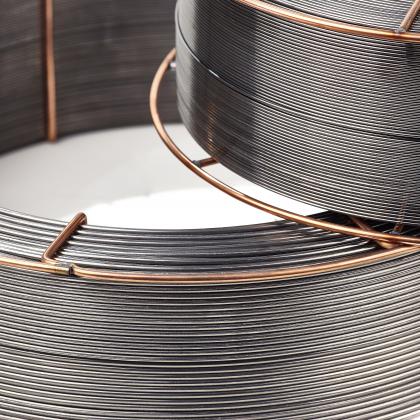
В последние годы на рынке материалов для сварки низкоуглеродистых сталей всё большей популярностью пользуются проволоки с медно-цинковым и омедненным покрытиями. Такое покрытие, обладая повышенной электропроводностью, делает процесс более стабильным и предсказуемым. Дополнительным преимуществом является снижение износа сварочного оборудования, что ведет к экономии ресурсов и продлению срока службы аппаратов.
Таким образом, выбор правильной сварочной проволоки для низкоуглеродистых сталей – это не просто техническая деталь, а залог создания прочных, надежных и долговечных сварных соединений.
Обеспечьте качество сварки с проволокой Dratec от ГК «RS»
Ищете надежные сварочные материалы для работы с низкоуглеродистыми сталями? Группа компаний «RS» предлагает широкий выбор высококачественной сварочной проволоки от ведущего немецкого производителя Dratec.
Преимущества сварочной проволоки Dratec
Гарантированная стабильность горения дуги и формирование качественного шва. Минимальное разбрызгивание. Отличная намотка катушки, предотвращающая обрывы и простои. Широкий выбор диаметров для различных задач.
Купить сварочную проволоку для низкоуглеродистых сталей
Мы предлагаем сварочную проволоку Dratec как в стандартных, так и в экономичных упаковках. У нас вы найдете оптимальное решение для любых объемов работ.
Цена на сварочную проволоку Dratec
Стоимость сварочных проволок для низкоуглеродистых сталей зависит от выбранного диаметра и объема заказа. Мы предлагаем гибкую систему скидок для постоянных клиентов и крупных оптовиков. Свяжитесь с нашими специалистами по телефону или электронной почте, чтобы получить подробную информацию о продукции, уточнить цену и сделать заказ.
Технические характеристики сварочных проволок для низкоуглеродистых сталей
| Маркировка | Способ сварки | C | Si | Mn | Fe | Предел текучести (σт), МПа | Предел прочности (σВ), МПа | Относительное удлинение (ψ), % |
| DT-S1 | сварка под флюсом | 0,1 | 0,15 | 0,5 | Основа | |||
| DT-S2 | сварка под флюсом | 0,14 | 0,15 | 1,2 | Основа | |||
| DT-S2Si | сварка под флюсом | 0,1 | 0,3 | 1 | Основа | |||
| DT-S4 | сварка под флюсом | 0,12 | 0,1 | 2 | Основа | |||
| DT-SG1 CuZn | сварка в защитных газах | 0,10 | 0,45 | 1,3 | Основа | 480 | 530 | 29 |
| DT-SG2 CuZn | сварка в защитных газах | 0,10 | 0,85 | 1,45 | Основа | 470 | 570 | 25 |
| DT-SG3 CuZn | сварка в защитных газах | 0,10 | 1,0 | 1,8 | Основа | 490 | 590 | 25 |




